精密零部件加工工艺分析具体问题
近些年的自动化设备不断增加,大连精密零部件加工作为CNC加工技术的一种,其具有良好的加工性能,能够加工不同形状的零部件,能够有效地制造出优质的零部件。为何很多企业会选择数控车床加工呢?它的工艺性能是怎样的呢?
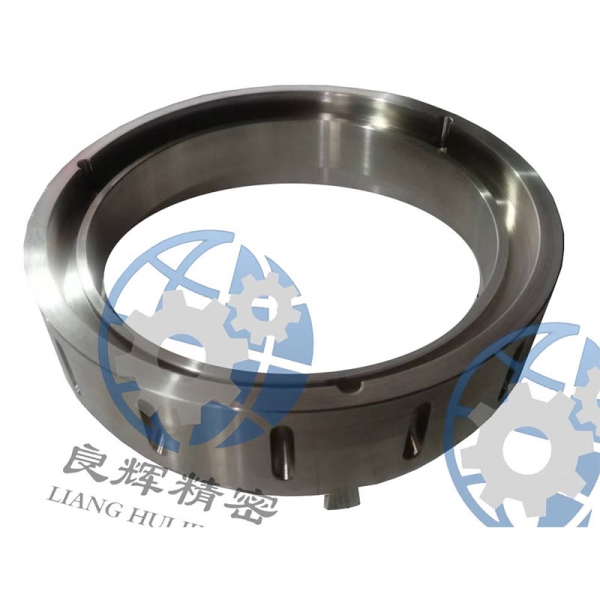
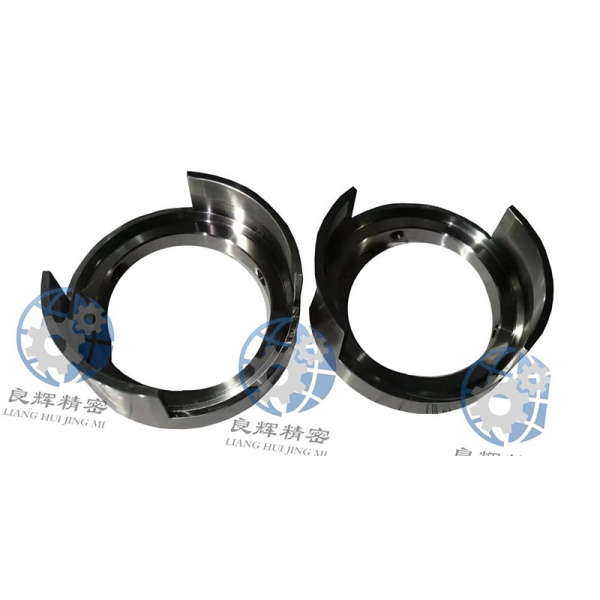
一、零件的结构特点该零件材料为硬铝LY12,其切削性能良好,属于典型的薄壁盘类结构,外形尺寸较大,周边及内部筋的厚度仅为2mm,型 腔深度为27mm。该零件在大连数控车床加工过程中如果工艺方案或加工参数设置不当,极易变形,造成尺寸超差。
快盈V500二、精密五金加工工艺分析该零件毛坯选用棒料,采用粗加工、精加工的工艺方案。广东东莞数控车床加工的时效是:去除材料及加工应力。
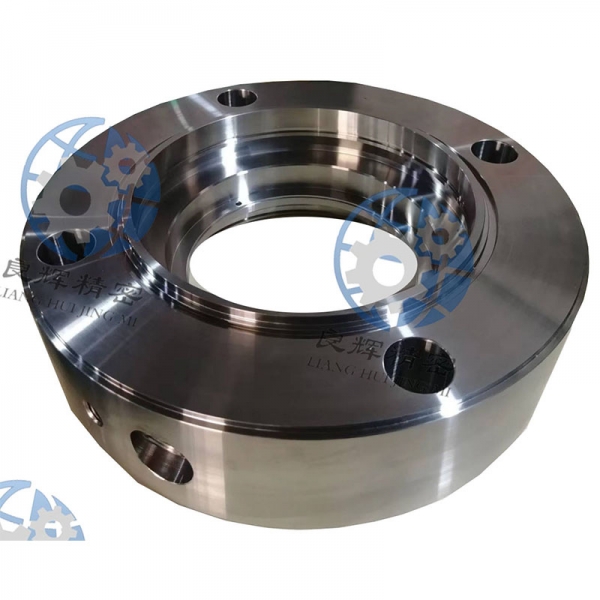
快盈V500三、精加工型腔时零件的定位与装夹为了使工件在机床上能迅速、正确装夹,而且在加工一批工件时不必逐个找正,所以大连数控车床加工会采用一面两销的定位方式。对于一些薄壁型的零件,它容易变形,所以在夹紧工件时,压板应压在工件刚性较好的部位,分布尽可能 均匀,以保证夹紧的可靠性,而且夹紧力的大小应适当,以防破坏工件的定位或使工件产生不允许的变形。其具体定位与装夹。