典型精密零部件加工工艺
大连精密零部件加工里典型零件加工工艺粗基准选用热轧圆钢的毛坯外圆。中间孔加工选用三爪自定心卡盘装夹热轧圆钢的毛坯外圆,车端面、钻中间孔。但有必要留意,通常不能用毛坯外圆装夹两次钻两头中间孔,而应该以毛坯外圆作粗基准,先加工一个端面,钻中间孔,车出一端外圆;然后以已车过的外圆作基准,用三爪自定心卡盘装夹(有时在上工步已车外圆处搭中间架),车另一端面,钻中间孔。如此加工中间孔,才干确保两中间孔同轴。
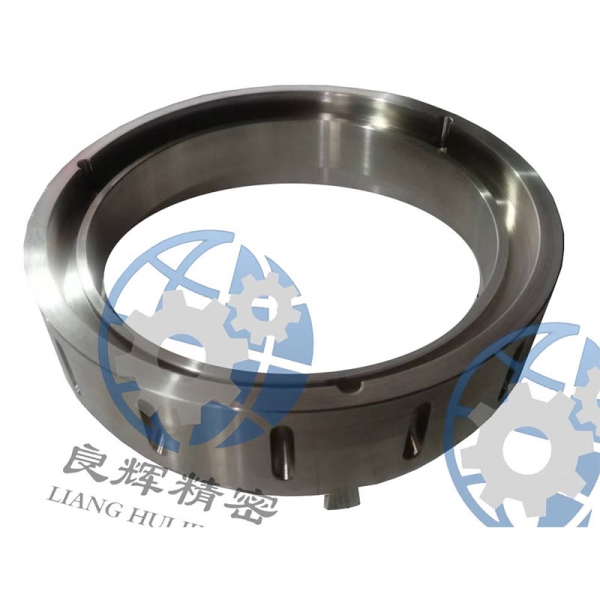
轴类零件快盈V500是常见的典型零件之一。按轴类零件构造方式不一样,通常可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。
零件是减速器中的传动轴。它归于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等构成。轴肩通常用来断定装置在轴上零件的轴向方位,各环槽的作用是使零件装置时有一个正确的方位,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于装置键,以传递转矩;螺纹用于装置各种锁紧螺母和调整螺母。该传动轴资料为45钢,因其归于通常传动轴,故选45钢可满足其需求。
快盈V500 典型零件加工工艺传动轴归于中、小传动轴,而且各外圆直径尺度相差不大,故挑选¢60mm的热轧圆钢作毛坯。
快盈V500 断定定位基准。合理地挑选定位基准,关于确保零件的尺度和方位精度有着决定性的作用。因为该传动轴的几个首要合作外表(Q、P、N、M)及轴肩面(H、G)对基准轴线A-B均有径向圆跳动和端面圆跳动的需求,它又是实心轴,所以应挑选两头中间孔为基准,选用双顶尖装夹办法,以确保零件的技能需求。
快盈V500 断定首要外表的加工办法。传动轴大都是反转外表,首要选用车削与外圆磨削成形。因为该传动轴的首要外表M、N、P、Q的公差等级(IT6)较高,外表粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外圆外表的加工计划(参阅表A-3)可为:粗车→半精车→磨削。