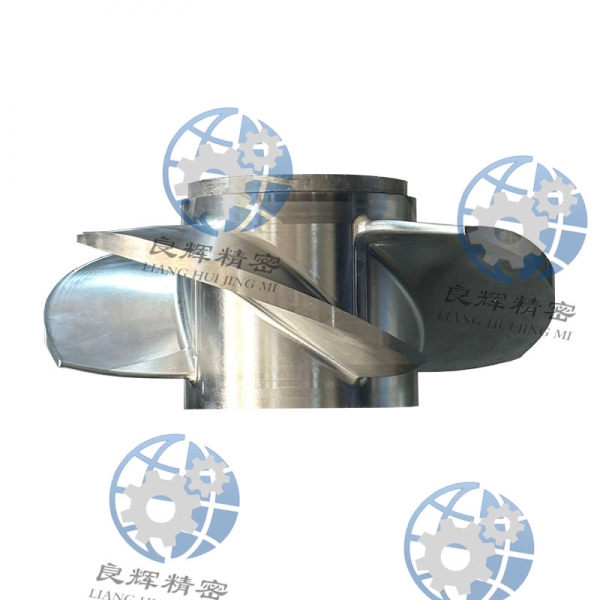
大连机械加工快盈V500工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。轴类零件的技术要求和处理,轴类零件,它是机器中常用零件之一,也是很重要的零件,它能够对传动部件起到支撑作用,并且能够传递扭矩。
轴类零件的技术要求,一般有以下几个方面,
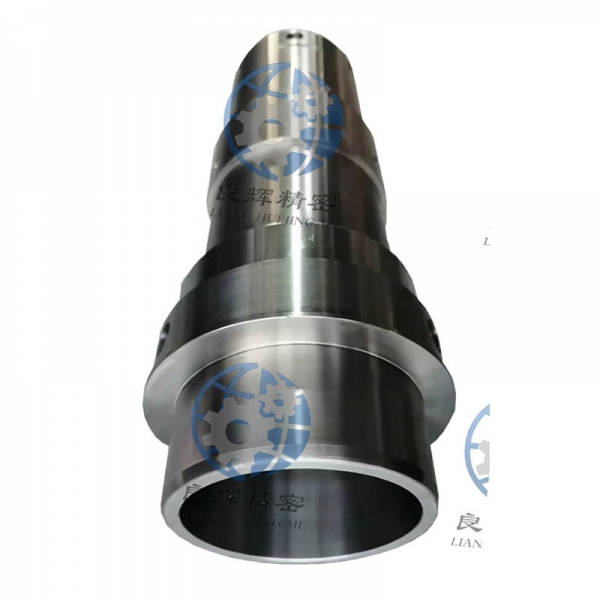
快盈V5001.主轴的材料、毛坯和热处理
轴类零件中,常用的材料是45钢,并且通过正火、退火、调质以及淬火等这些处理,从而获得一定的强度、硬度、耐磨性以及韧性。
对于转速比较高的轴类零件,可选用合金结构钢,因为它经过热处理后,会提高耐磨性和耐疲劳性。
主轴的毛坯一般是选用锻件和圆钢,这样可以减少切削加工量,而且可以改善材料的力学性能。
2.表面粗糙度
因为机器精密程度、运转速度等因素,致使轴类零件的表面粗糙度的要求也是不同的。支承轴颈的表面粗糙度为0.16—0.63um,配合轴颈为0.63—2.5um。
3.直径精度、几何形状精度
在轴上,支承轴颈和配合轴颈是很重要的,其直径精度为IT5—IT9级,而形状精度,应控制在直径公差之内,且它的要求要比直径精度高。
相互位置精度
快盈V500如果轴是普通精度的,那么它的径向圆跳动,如果要配合轴颈对支承轴颈,一般视为0.01—0.03mm。而高精度轴为0.001—0.005mm。如果有特殊要求,那么应注明清楚。