机械加工的刀具主要是如何进行选择的您了解多少。
快盈V500在进行机械加工中,刀具的选择非常重要;那么,其主要是根据什么来进行选择的,下面小编来为大家讲解:
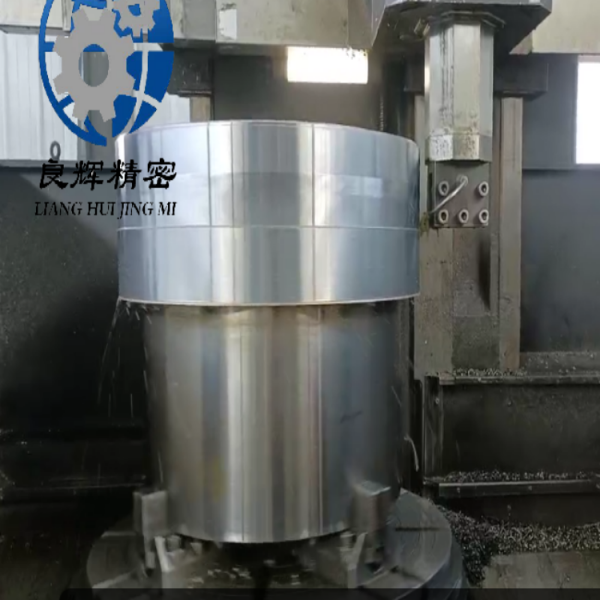
机械加工关于刀具的选用,加工曲面类零件时,为了保证刀具切削刃与加工轮廓在切削点相切,而避免刀刃与工件轮廓发生干涉,一般采用球头刀,粗加工用两刃铣刀,半精加工和精加工用四刃铣刀;铣较大平面时,为了提高生产效率和提高加工表面粗糙度,一般采用刀片镶嵌式盘形铣刀;铣小平面或台阶面时一般采用通用铣刀;铣键槽时,为了保证槽的尺寸精度、一般用两刃键槽铣刀。
在经济型数控加工快盈V500中,由于刀具的刃磨、测量和更换多为人工手动进行,占用辅助时间较长,因此,必须合理安排刀具的排列顺序。污泥废油的措置与措置机械加工废水措置采用“物化+生化措置”主体工艺,过程中产生的传染物重要有物化措置阶段产生的含油污泥和废油及生化措置阶段产生的残剩活性污泥,是以对分歧性质的传染物要分类汇集、分质措置。污泥措置生化残剩污泥排入生化污泥池,经板框脱水后便可外运措置。机械加工背吃刀量(或侧吃刀量)的确定。在保证加工表面质量的前提下,背吃刀量(ap)应据机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
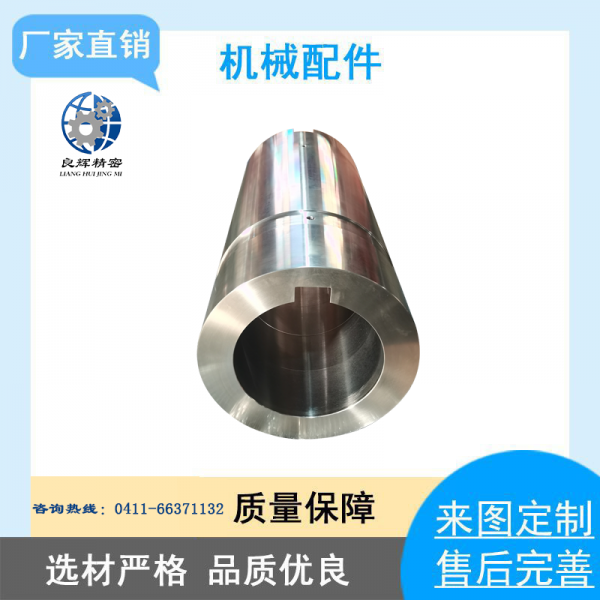
机械加工孔加工刀具的选用,数控机床孔加工一般无钻模,由于钻头的刚性和切削条件差,选用钻头直径D应满足L/D≤5(L为钻孔深度)的条件;钻孔前先用中心钻定位,保证孔加工的定位精度;精绞前可选用浮动绞刀,绞孔前孔口要倒角;镗孔时应尽量选用对称的多刃镗刀头进行切削,以平衡镗削振动;尽量选择较粗和较短的刀杆,以减少切削振动。物化污泥重要为气浮池产生,其排入物化污泥池后再经板框压滤,滤出液为油水同化物,排入污油罐,净置分层后下层水排入综合废水调剂池,上层油排入废油箱,板框压滤出的油渣可掺入煤中焚烧措置。
快盈V500 废油措置废油由两部分组成,污泥措置中产生的废油储存在废油箱中,此外一部分为陶瓷膜过滤后的乳化浓缩液,这部分废油含水量较高,需再经破乳槽措置,措置后的浓缩液分别成废油、污泥和废水三部分,污泥排入物化污泥池,废水排油布洗涤废水调剂池,废油则排入废油箱后同一本钱化措置。