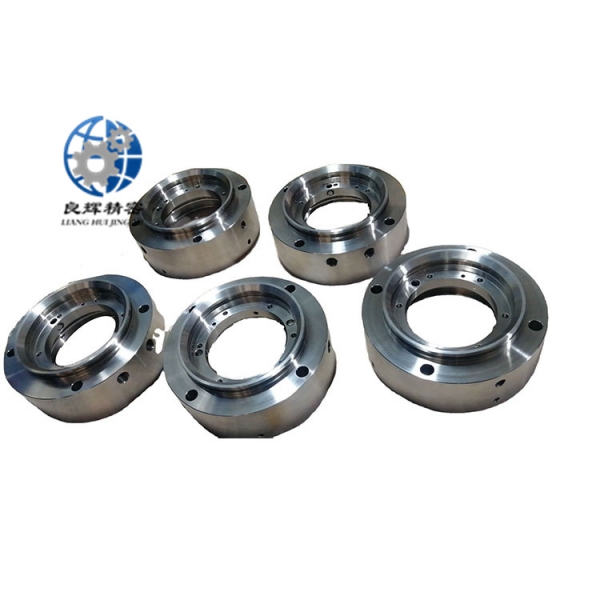
大连机械加工其实大部分的实际加工误差都是由加工工艺不合理导致,在保证基本加工工艺(如铣削数控加工的“先粗后精、先面后孔、先大面后小面”或者夹具使用中“减少装夹次数,尽量采用组合夹具”等基本加工工艺细节)的基础上,尽量减少铁屑对铝件造成的加工误差,因为铝件很软,排除的铁屑很容易使铝件造成加工误差。
比如,在FANUC或华中加工中心中,打深孔尽量使用G83指令,使铁屑可以排出,而不是G73指令。用简单的话来说,就是在保证加工质量和刀具磨损的前提下,调整参数充分发挥刀具切削性能,使切削效率高,加工成本低。
快盈V500 在数控车床中,还有刀头磨损补偿等要素。数控车床加工有很多种;从大类上分,有专用数控车床加工,有通用数控车床加工;从加工品种上分,有加工壳体类的数控车床加工数控铣床、加工心,有加工轴类的数控车床、车削心,凸轮数控磨床等;从数控车床加工的控制要求上分,有单轴数控的数控砂带抛光机,有五联动的数控切齿机、数控滚刀磨;从控制的复杂性上分,有简易数控,有多通道数控;从驱动方式上分,有步进电动机,有直流伺服电动机,有交流同步伺服电动机,有交流异步伺服电动机,有直线电动机;从主轴驱动方式上分,有直流主轴电动机,有交流主轴电动机,有交流电主轴;从位置反馈方式上分,有全闭环反馈,有半闭环反馈,有开环控制等等。