齿轮加工机床的种类繁多,构造各异:
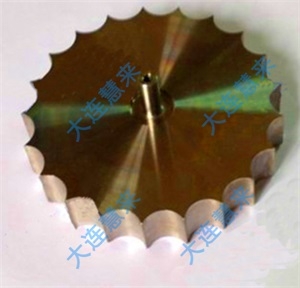
快盈V500要求:刀具的切削刃形状与被切齿轮的齿槽形状相吻合。
优点:机床较简单,可利用通用机床加工。
缺点:
1.每加工完一个齿槽后,工件需要周期地分度一次,生产率也较低。
快盈V5002.加工出来的齿形是近似的,加工精度较低;
快盈V5003.对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具;
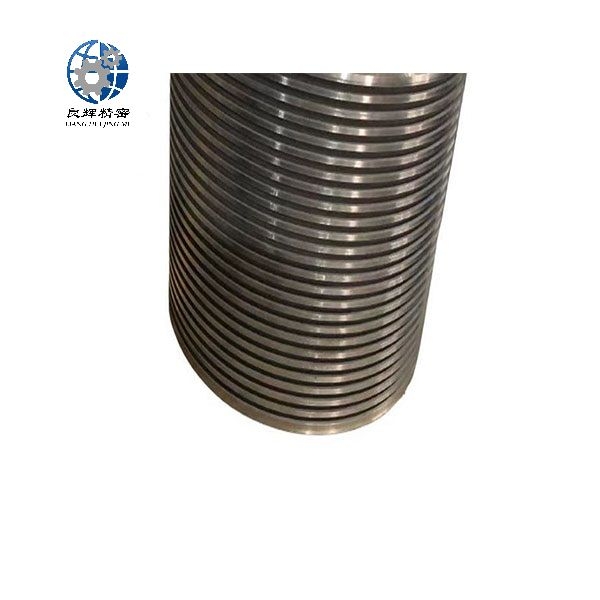
滚齿法
快盈V500母线(渐开线):采用成形法,机床不需要表面成形运动。形成导线(直线):相切法。机床需要两个成形运动。一个是铣刀的旋转B1,一个铣刀沿齿坯的轴向移动A。两个都是简单运动。铣完一个齿后,铣刀返回原位,齿坯作分度运动——转过360º/z(z是被加工齿轮的齿数),然后再铣下一个齿槽,直至全部齿被铣削完毕。