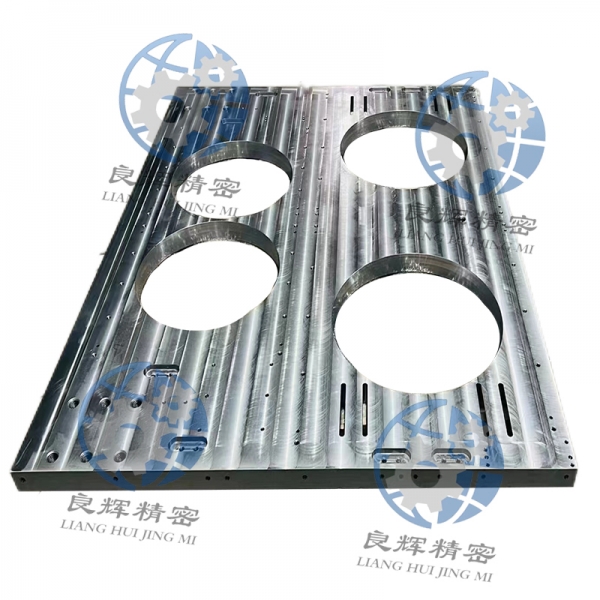
大连机械加工主要有精车、精镗、精铣、精磨和研磨等工艺。
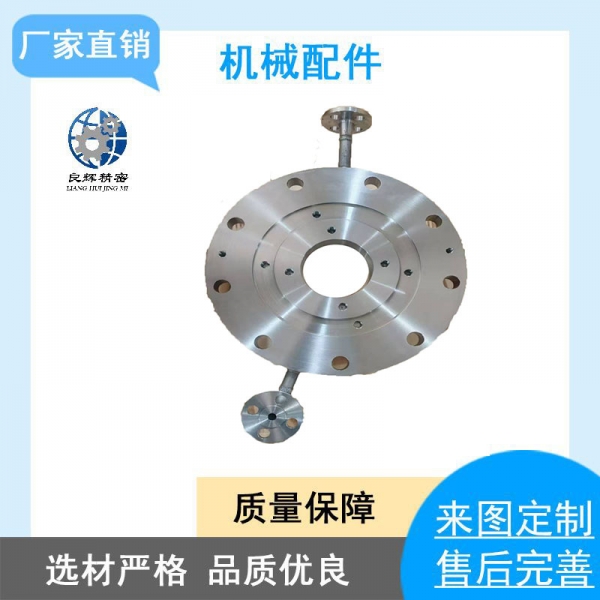
①精车和精镗:飞行器大多数精密的轻合金(铝或镁合金等)零件多采用这种方法加工。一般用天然单晶金刚石刀具,刀刃圆弧半径小于0.1微米。在高精度车床上加工可获得1微米的精度和平均高度差小于0.2微米的表面不平度,坐标精度可达±2微米。
快盈V500②精铣:用于加工形状复杂的铝或铍合金结构件。依靠机床的导轨和主轴的精度来获得较高的相互位置精度。使用经仔细研磨的金刚石刀头进行高速铣切可获得精确的镜面。
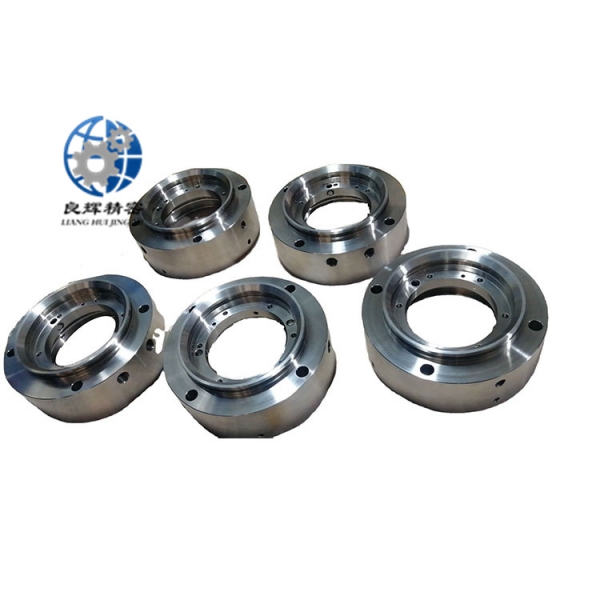
快盈V500③精磨:用于加工轴或孔类零件。这类零件多数采用淬硬钢,有很高的硬度。大多数高精度磨床主轴采用静压或动压液体轴承,以保证高稳定度。磨削的极限精度除受机床主轴和床身刚度的影响外,还与砂轮的选择和平衡、工件中心孔的加工精度等因素有关。精磨可获得 1微米的尺寸精度和0.5微米的不圆度。
④研磨:利用配合件互研的原理对被加工表面上不规则的凸起部位进行选择加工。磨粒直径、切削力和切削热均可精确控制,因而是精密加工技术中获得最高精度的加工方法。飞行器的精密伺服部件中的液压或气动配合件、动压陀螺马达的轴承零件都采用这种方法加工,以达到0.1甚至0.01微米的精度和0.005微米的微观不平度。